- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Application of TaC-Coated Graphite Parts in Single Crystal Furnaces
2024-07-05
Application of TaC-Coated Graphite Parts in Single Crystal Furnaces
PART/1
In the growth of SiC and AlN single crystals using the physical vapor transport (PVT) method, crucial components such as the crucible, seed holder, and guide ring play a vital role. As depicted in Figure 2 [1], during the PVT process, the seed crystal is positioned in the lower temperature region, while the SiC raw material is exposed to higher temperatures (above 2400 ℃). This leads to the decomposition of the raw material, producing SiXCy compounds (primarily including Si, SiC₂, Si₂C, etc.). The vapor phase material is then transported from the high-temperature region to the seed crystal in the low-temperature region, resulting in the formation of seed nuclei, crystal growth, and the generation of single crystals. Therefore, the thermal field materials employed in this process, such as the crucible, flow guide ring, and seed crystal holder, need to exhibit high-temperature resistance without contaminating the SiC raw materials and single crystals. Similarly, the heating elements used in AlN crystal growth must withstand Al vapor and N₂ corrosion, while also possessing a high eutectic temperature (with AlN) to reduce the crystal preparation time.
It has been observed that utilizing TaC-coated graphite thermal field materials for the preparation of SiC [2-5] and AlN [2-3] results in cleaner products with minimal carbon (oxygen, nitrogen), and other impurities. These materials exhibit fewer edge defects and lower resistivity in each region. Additionally, the density of micropores and etching pits (after KOH etching) is significantly reduced, leading to a substantial improvement in crystal quality. Furthermore, the TaC crucible demonstrates almost zero weight loss, maintains a non-destructive appearance, and can be recycled (with a lifespan of up to 200 hours), thus enhancing the sustainability and efficiency of single crystal preparation processes.
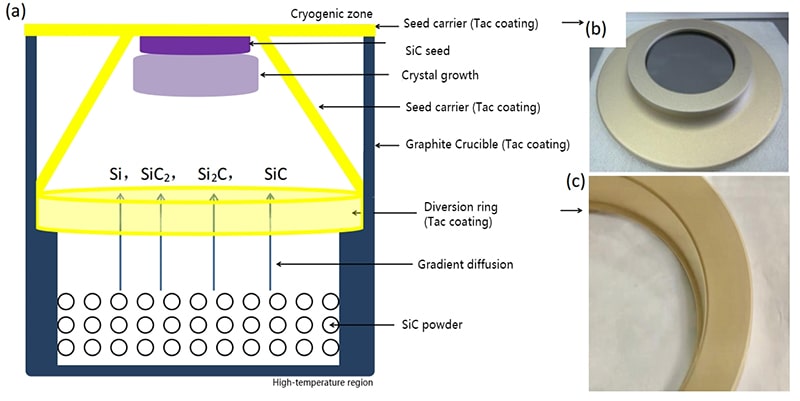
FIG. 2. (a) Schematic diagram of SiC single crystal ingot growing device by PVT method
(b) Top TaC coated seed bracket (including SiC seed)
(c) TAC-coated graphite guide ring
MOCVD GaN Epitaxial Layer Growth Heater
PART/2
In the field of MOCVD (Metal-Organic Chemical Vapor Deposition) GaN growth, a crucial technique for vapor epitaxial growth of thin films through organometallic decomposition reactions, the heater plays a vital role in achieving precise temperature control and uniformity within the reaction chamber. As illustrated in Figure 3 (a), the heater is considered the core component of MOCVD equipment. Its ability to rapidly and uniformly heat the substrate over extended periods (including repeated cooling cycles), withstand high temperatures (resisting gas corrosion), and maintain film purity directly impacts the quality of film deposition, thickness consistency, and chip performance.
To enhance the performance and recycling efficiency of heaters in MOCVD GaN growth systems, the introduction of TaC-coated graphite heaters has been successful. Contrasting with conventional heaters that utilize pBN (pyrolytic boron nitride) coatings, GaN epitaxial layers grown using TaC heaters exhibit nearly identical crystal structures, thickness uniformity, intrinsic defect formation, impurity doping, and contamination levels. Moreover, the TaC coating demonstrates low resistivity and low surface emissivity, resulting in improved heater efficiency and uniformity, thereby reducing power consumption and heat loss. By controlling the process parameters, the porosity of the coating can be adjusted to further enhance the heater's radiation characteristics and extend its lifespan [5]. These advantages establish TaC-coated graphite heaters as an excellent choice for MOCVD GaN growth systems.
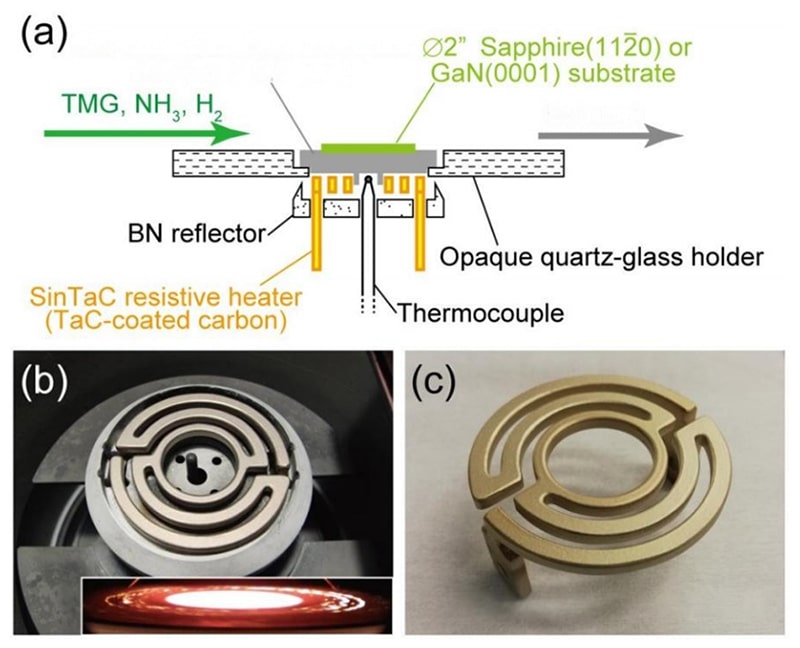
FIG. 3. (a) Schematic diagram of MOCVD device for GaN epitaxial growth
(b) Molded TAC-coated graphite heater installed in MOCVD setup, excluding base and bracket (illustration showing base and bracket in heating)
(c) TAC-coated graphite heater after 17 GaN epitaxial growth.
Coated Susceptor for Epitaxy (Wafer Carrier)
PART/3
The wafer carrier, a crucial structural component used in the preparation of third-class semiconductor wafers such as SiC, AlN, and GaN, plays a vital role in epitaxial wafer growth processes. Typically made of graphite, the wafer carrier is coated with SiC to resist corrosion from process gases within an epitaxial temperature range of 1100 to 1600 °C. The corrosion resistance of the protective coating significantly impacts the lifespan of the wafer carrier. Experimental results have shown that TaC exhibits a corrosion rate approximately 6 times slower than SiC when exposed to high-temperature ammonia. In high-temperature hydrogen environments, the corrosion rate of TaC is even more than 10 times slower than SiC.
Experimental evidence has demonstrated that trays coated with TaC exhibit excellent compatibility in the blue light GaN MOCVD process without introducing impurities. With limited process adjustments, LEDs grown using TaC carriers demonstrate comparable performance and uniformity to those grown using conventional SiC carriers. Consequently, the service life of TaC-coated wafer carriers surpasses that of uncoated and SiC-coated graphite carriers.
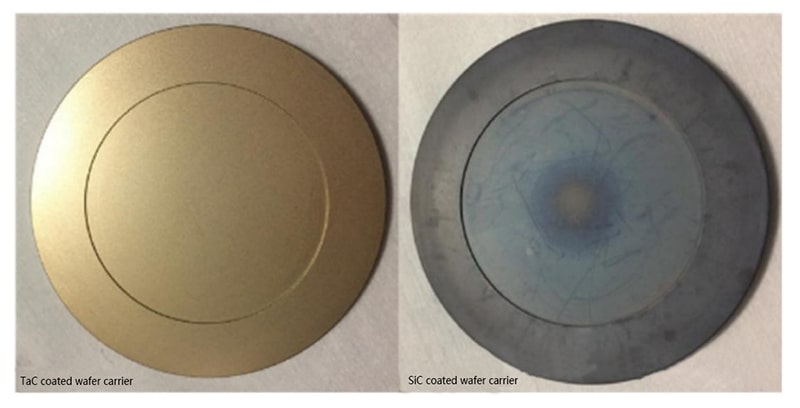
Figure. Wafer tray after use in GaN epitaxial grown MOCVD device (Veeco P75). The one on the left is coated with TaC and the one on the right is coated with SiC.
Preparation method of common TaC coated graphite parts
PART/1
CVD (Chemical Vapor Deposition) method:
At 900-2300℃, using TaCl5 and CnHm as tantalum and carbon sources, H₂ as reducing atmosphere, Ar₂as carrier gas, reaction deposition film. The prepared coating is compact, uniform and high purity. However, there are some problems such as complicated process, expensive cost, difficult airflow control and low deposition efficiency.
PART/2
Slurry sintering method:
The slurry containing carbon source, tantalum source, dispersant and binder is coated on the graphite and sintered at high temperature after drying. The prepared coating grows without regular orientation, has low cost and is suitable for large-scale production. It remains to be explored to achieve uniform and full coating on large graphite, eliminate support defects and enhance coating bonding force.
PART/3
Plasma spraying method:
TaC powder is melted by plasma arc at high temperature, atomized into high temperature droplets by high-speed jet, and sprayed onto the surface of graphite material. It is easy to form oxide layer under non-vacuum, and the energy consumption is large.
TaC coated graphite parts need to be solved
PART/1
Binding force:
The thermal expansion coefficient and other physical properties between TaC and carbon materials are different, the coating bonding strength is low, it is difficult to avoid cracks, pores and thermal stress, and the coating is easy to peel off in the actual atmosphere containing rot and repeated rising and cooling process.
PART/2
Purity:
TaC coating needs to be ultra-high purity to avoid impurities and pollution under high temperature conditions, and the effective content standards and characterization standards of free carbon and intrinsic impurities on the surface and inside of the full coating need to be agreed.
PART/3
Stability:
High temperature resistance and chemical atmosphere resistance above 2300℃ are the most important indicators to test the stability of the coating. Pinholes, cracks, missing corners, and single orientation grain boundaries are easy to cause corrosive gases to penetrate and penetrate into the graphite, resulting in coating protection failure.
PART/4
Oxidation resistance:
TaC begins to oxidize to Ta2O5 when it is above 500℃, and the oxidation rate increases sharply with the increase of temperature and oxygen concentration. The surface oxidation starts from the grain boundaries and small grains, and gradually forms columnar crystals and broken crystals, resulting in a large number of gaps and holes, and oxygen infiltration intensifies until the coating is stripped. The resulting oxide layer has poor thermal conductivity and a variety of colors in appearance.
PART/5
Uniformity and roughness:
Uneven distribution of the coating surface can lead to local thermal stress concentration, increasing the risk of cracking and spalling. In addition, surface roughness directly affects the interaction between the coating and the external environment, and too high roughness easily leads to increased friction with the wafer and uneven thermal field.
PART/6
Grain size:
The uniform grain size helps the stability of the coating. If the grain size is small, the bond is not tight, and it is easy to be oxidized and corroded, resulting in a large number of cracks and holes in the grain edge, which reduces the protective performance of the coating. If the grain size is too large, it is relatively rough, and the coating is easy to flake off under thermal stress.
Conclusion and prospect
In general, TaC coated graphite parts in the market has a huge demand and a wide range of application prospects, the current TaC coated graphite parts manufacturing mainstream is to rely on CVD TaC components. However, due to the high cost of CVD TaC production equipment and limited deposition efficiency, traditional SiC coated graphite materials have not been completely replaced. The sintering method can effectively reduce the cost of raw materials, and can adapt to complex shapes of graphite parts, so as to meet the needs of more different application scenarios.